





正压防爆型煤磨CO/O2分析系统
设备简介
正压磨煤机袋收尘器 CO、O₂监测系统,主要针对磨煤机及储煤仓内部空间开展实时气体在线监测,依托对一氧化碳、氧气浓度的持续采样与精准分析,及时捕捉煤粉堆积、缓慢氧化、阴燃等早期火灾隐患特征信号,能够在火情萌芽阶段快速识别异常工况、做出早期预警报警,有效防范因煤粉自燃、局部过热引发的火灾及爆炸安全事故,为制粉系统稳定运行与现场安全生产提供关键的安全监测保障。
设备简介
正压磨煤机袋收尘器 CO、O₂监测系统,主要针对磨煤机及储煤仓内部空间开展实时气体在线监测,依托对一氧化碳、氧气浓度的持续采样与精准分析,及时捕捉煤粉堆积、缓慢氧化、阴燃等早期火灾隐患特征信号,能够在火情萌芽阶段快速识别异常工况、做出早期预警报警,有效防范因煤粉自燃、局部过热引发的火灾及爆炸安全事故,为制粉系统稳定运行与现场安全生产提供关键的安全监测保障。
产品原理
磨煤机袋收尘器CO、O2监测系统系统主要针对磨煤机及储煤仓内部的火警做出早期报警。系统通过进口采样泵将磨煤机或煤粉仓内的CO、O2气体经取样探头抽入,样气再经过预处理,红外线CO分析仪,从而完成对CO气体浓度的检测。任何CO浓度的增加,都是早期火警的迹象,系统可以做出相应报警。
产品组成
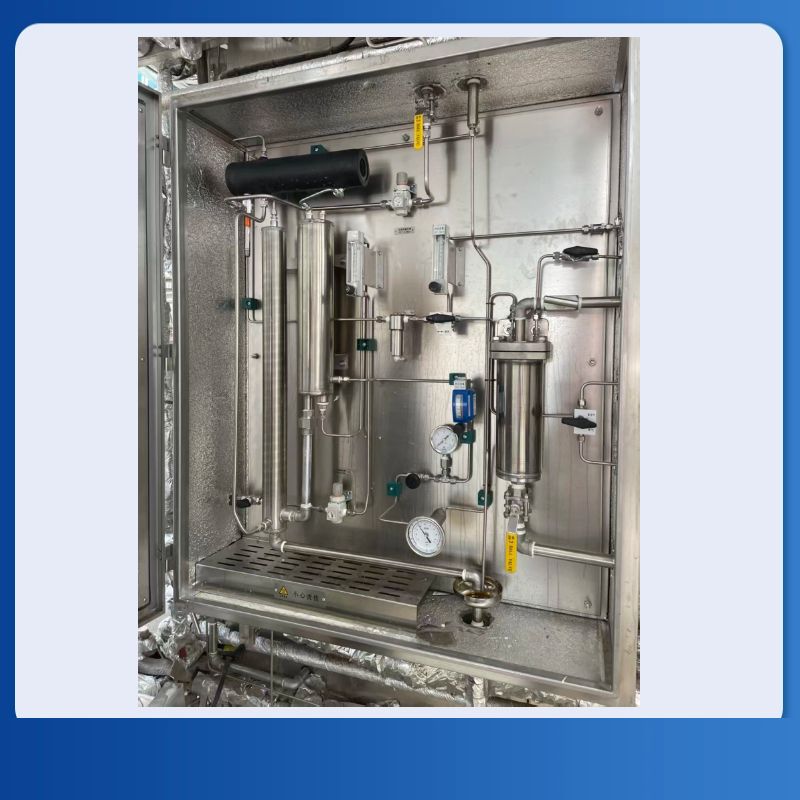
该设备由取样、反吹扫、气样预处理、气样分析、仪表校准、程序控制及讯号输出七个部分组成。成套装置由PLC控制。成套性服务包括针对用户的工况和要求进行设计、供货、技术培训直至现场投运,是工业生产过程工艺监控、安全生产和环境保护的有效手段。
产品优势
-
早期预警精准高效:实时在线监测磨煤机及储煤仓内CO、O₂浓度,可快速捕捉煤粉氧化、阴燃等早期火灾隐患,在火情萌芽阶段完成预警报警,有效防范火灾及爆炸事故。
-
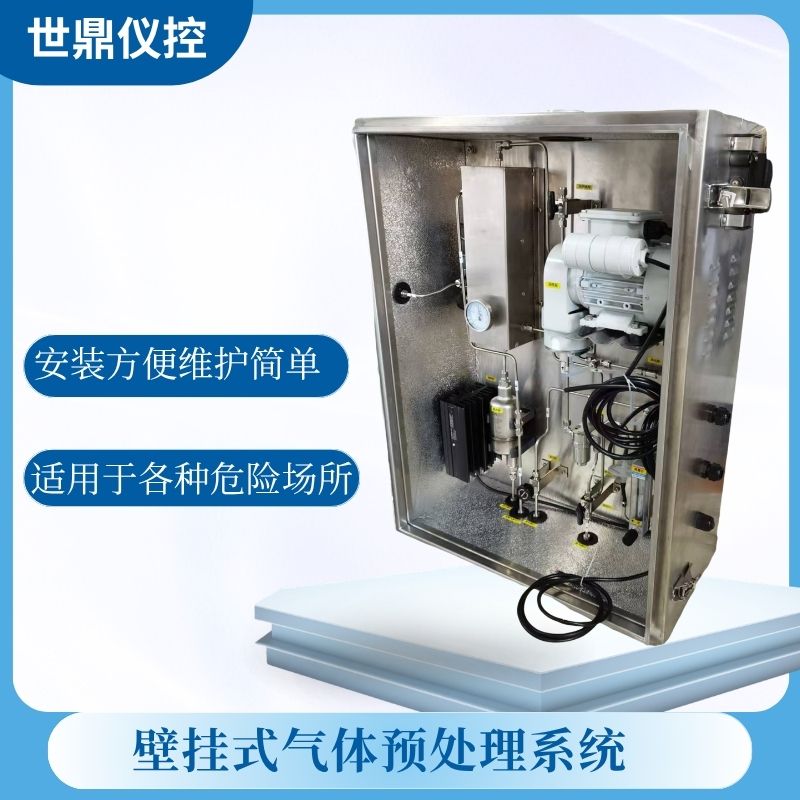
采样分析专业可靠:采用两级粉尘过滤、气液分离、冷凝干燥等多重预处理工艺,搭配红外线CO分析仪,确保样气检测精准,同时具备反吹扫功能,保障采样探头稳定运行。
-
适配场景广泛:正压防爆设计,适用于燃煤电厂、水泥厂、煤窑炉、石油开采等多行业,可满足磨煤机、煤粉仓等不同工况下的气体监测需求。
-
控制模式灵活便捷:支持自动、手动两种模式,自动模式下由PLC全程控制采样、反吹、校准等流程,配备触摸屏,可直观显示设备运行状态,手动模式便于调试测试。
-
成套服务完善省心:涵盖工况设计、设备供货、技术培训、现场投运全流程成套服务,同时具备报警连锁控制功能,为制粉系统安全生产提供全方位保障。
适用范围
正压防爆型磨煤机CO/O2分析系统主要适用于煤窑炉排放气体检测、煤粉仓气体检测,水泥厂生产气体检测、燃煤电厂气体检测、医用炉气体分析、石油开采,天然气,工业窑炉等
设备参数
| 参数项目 | 参数数值 / 说明 | 参数项目 | 参数数值 / 说明 |
|---|---|---|---|
| 测量范围 | 组份可选、量程可选 | 允许误差 | ±1%F.S |
| 分辨率 | 0.01% | 零点漂移 | ±1%FS/7d |
| 量程漂移 | ±1%FS/7d | 重复性 | ±1%F.S |
| 预热时间 | 10min | 样气流量 | 0.3~0.5L/min |
| 样气接口尺寸 | G1/2 | 电器接口尺寸 | 1/2NPT |
| 工作电源 | AC220V±10%,50HZ | 工作温度 | -5℃~+45℃ |
| 工作湿度 | ≤90%RH | 防爆等级 | 正压防爆,现场需提供高纯氮气或压缩空气 |
| 模拟输出 | 4~20mA | 样气压力 | 0.05MPa≤入口压力≤0.1Mpa |
| 烟气含尘量 | ≤2000g/Nm³ | 气样温度 | ≤400°C |
| 反吹扫气 | 0.6MPa、无油、无水、无尘空气 | 耗气量 | 约 5Nm³/H |

